INDUSTRIAL ELECTRIC FURNACES
- Manufacturing of industrial thermal equipment
- Own design and production facilities
- Modern equipment and machines
ON ELECTRIC FURNACE
Mine electric furnace for gas nitriding
Appointment and application
Appointment: Nitriding is carried out to create a solid surface on already formed products, the geometry of which cannot be obtained. after preliminary hardening. Nitrided surfaces are generally subject to wear or friction, such as dies for extrusion of aluminum, plunger pumps, crankshafts of cars, etc. Nitriding is carried out when ammonia is fed into a heated muffle, where it partially decomposes and into nitrogen and hydrogen atoms. Nitrogen atoms, deposited on the surface of the workpieces, diffuse into the depth of the metal, while being combined with alloying elements into strong nitrides. To create conditions for the introduction of nitrogen atoms into steel, mine muffle electric furnaces of models USA. Electric nitriding furnaces of US brands are specialized furnaces and are intended only for gas nitriding according to the principle of thermal diffusion of atoms into the depth of the workpieces.
Basic Furnace Devices

Electric oven consists of a shaft-type heating chamber, into which a sealed muffle is inserted. The muffle is covered from above by a removable cover. The furnace is supplied with a gas shield, an accelerated cooling system, a control cabinet, equipment for monitoring and regulating the nitriding process.
Optional offered: gas train for 3 cylinders (40l), furnace gas neutralization system, loading equipment, etc..
Description of construction
Heating chamber includes a frame, which is welded from profiles and sheets in the form of a shaft of six or octagonal prismatic shape. The frame is lined with heat-insulating materials from the inside. Lining materials are agreed between the sides and can be made of fibrous mats, slabs or lightweight fireclay bricks.
Heat furnaces and blanks produce electric heaters, which, by agreement, can be in the form spirals or zigzags. Coil heaters are mounted on ceramic tubes that are spaced from the walls of the chamber and do not touch the lining. Zigzag attach directly to the lining. Regardless of the shape, the heaters are made of Superfechral precision wire or nichrome. Heaters uniformly along the height of the furnace distributed and commutated to independent thermal zones.
Muffle oven is rolled in the form of a cylinder with a hermetically welded bottom. There is a sealing support and sealing flange at the top of the cylinder. A cylindrical screen is installed inside the retort to form a flow and a grating in the form of rays to direct the flow of gases to the workpieces from below up.
Lid the furnace is necessary for thermal and gas locking of the working space. Lifting and lowering are made from an electric drive, and the retraction is made along the hinge axes by turning around the axis of the pivoting console frame. The cover consists of a carrier disc on which the metal casing and stand with fan. The carrier disc presses the seals on the muffle. The casing is made in the form of a box that fixes the fibrous thermal insulation. The stand with the fan wheel pulled down mixes the oven atmosphere. The feed tubes are led out through the cover into the working space and the removal of gases, including for the analysis of the furnace atmosphere, a tube for a thermocouple or witness samples. The gas outlet pipe is connected to the candles.
Gas nitriding technology
For dosed supply of process gases (ammonia, nitrogen), the furnace is equipped with a gas shield, with flow rate indication and the possibility of gas mixing. The furnace atmosphere monitoring system analyzes the oxygen concentration, which determines the nitrogen potential. Nitriding atmosphere in the muffle constantly updated, adjusted and maintained at the required parameters.
The pressure in the muffle is monitored by a pressure indicator. To create optimal nitriding conditions, a special catalyst is installed in the gas supply tube, with the help of which the nitrogen potential is regulated. The exhaust gases are removed through a spark plug with further afterburning and an ammonia neutralization system.
To cool the heating chamber, at the end of the nitriding stage, there is a purge system, consisting of a smoke exhauster, channels and a collector. hot air.
Control system with nitriding furnaces mounted in a local control cabinet. A temperature control device is installed in the cabinet, registration of the heating schedule, brands "Termodat", digital current indicators, nitrogen potential indication device, thyristor systems with the function pulse width modulation. Also on the control cabinet are the oven control buttons, toggle switch, status and alarm indicator lamps The system ensures the implementation of the necessary technological modes, the blocking of unacceptable (emergency) situations is implemented.
All electric nitriding furnaces are manufactured with heating up to a temperature of 700C.
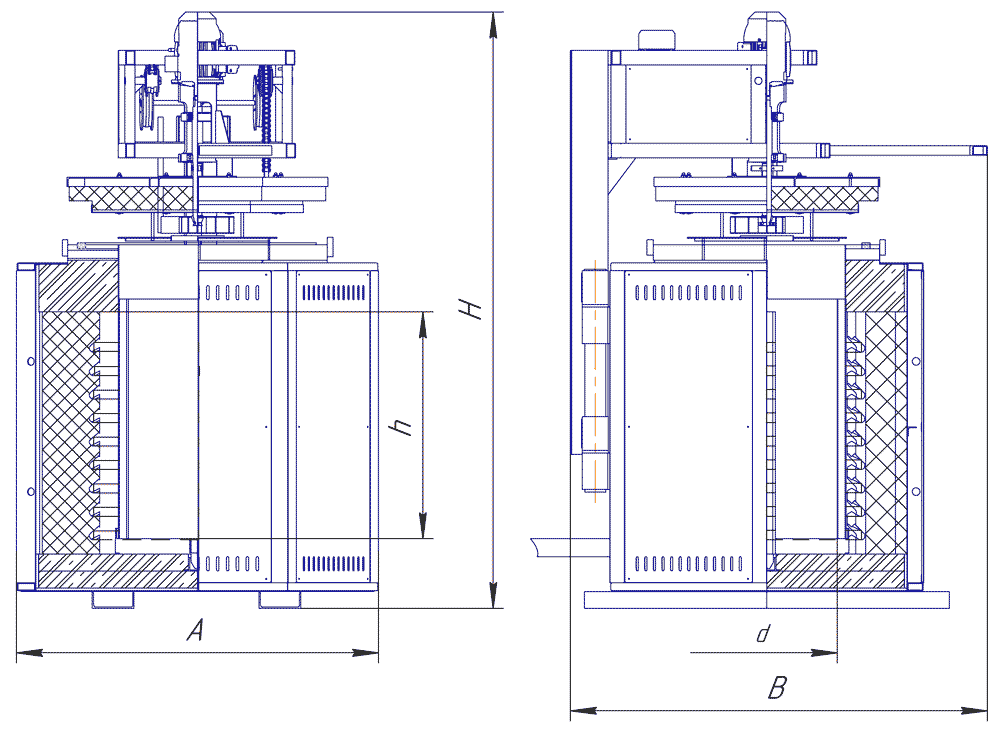
Main technical characteristics of electric nitriding furnaces
| Designation | Working dimensions (d×h), mm | Dimensions (A×B×H), mm | Power, kWt | Furnace weight, kg | Uniformly. loading, kg |
|---|---|---|---|---|---|
| USA 3.6/7 | 300×600 | 1000×1010×1700 | 15 | 620 | 200 |
| USA 6.9/7 | 600×900 | 1600×2200×2450 | 50 | 1250 | 350 |
| USA 6.15/7 | 600×1500 | 1600×2200×3000 | 75 | 2020 | 650 |
| USA 6.20/7 | 600×2000 | 1600×2200×3600 | 100 | 2550 | 850 |
| USA 8.13/7 | 800×1300 | 1910×2550×2820 | 92 | 2350 | 750 |
| USA 8.18/7 | 800×1800 | 1910×2550?3350 | 110 | 3600 | 1100 |
| USA 8.25/7 | 800×2500 | 1900×2550×3850 | 142 | 4600 | 2000 |
| USA 10.15/7 | 1000×1500 | 2100×3230×3800 | 105 | 3600 | 2000 |
View design sketch
Characteristics: intensive circulation of the oven atmosphere to equalize the temperature and gas composition according to the caustic volume. The sealing system of the cover and muffle ensures tightness and, under normal conditions in the working area, in terms of ammonia, does not exceed the permissible standards. A cooling system for the muffle is provided. The electric furnace is supplied with equipment for monitoring and regulating the optimal nitrogen potential with the introduction of technology.
(the territory of OJSC "Ural plant RTI")