
GAS CEMENTATION TECHNOLOGY
Purpose of the article. This article will allow potential customers to familiarize themselves with the options for existing carburizing technologies and the choice of the optimal equipment..
Technology, equipment, methods of control and regulation of the atmosphere.
general information. Cementation of steels and alloys is the most common type of chemical-thermal treatment of steel in mechanical engineering.
Cementation is the adsorption of carbon atoms by the surface of the material and their further diffusional advancement into the depth of the metal in order to enrich
surface layer with carbon. The required hardening of the surface layer of the product is achieved by the formation of carbides during sharp cooling.

Quenching should not only strengthen the surface layer, but also correct the overheating structure arising from the long-term holding of the workpieces at high temperatures.
Cementation is carried out when it is necessary to give the surface layers of parts increased hardness, wear resistance and strength, with a relatively plastic core.
The final operation of heat treatment of cemented products in all cases is low tempering at 160–180 ºС, which transforms quenched martensite in the surface layer into tempered martensite with lower stresses.
Key features and benefits of the carburizing process of steels.
- High hardness and wear resistance of cemented surfaces.
- Increasing the limit of contact stability.
- Increasing the limit of contact stability. .
- It is the most common hardening method. .
- Increase in bending and torsional endurance values. .
Best results can be achieved when cemented alloy steels with a low carbon content.
Thus, the hardened part remains plastic and can simultaneously work for contact wear, resist
impact loads and have sufficient toughness and flexural strength, which cannot be achieved with bulk hardening
high carbon steels due to insufficient toughness.
 For example: gear teeth, cams work
at the same time for contact wear and bending. The maximum hardness of the outer surface and, accordingly, high
parts acquire wear resistance when the concentration of carbon on the surface reaches the range of 0.8-1.2% carbon.
They try to achieve this value when carrying out cementation.
The depth of the hardened layer is set from the thickness of the workpiece
and its constructive purpose.
For example: gear teeth, cams work
at the same time for contact wear and bending. The maximum hardness of the outer surface and, accordingly, high
parts acquire wear resistance when the concentration of carbon on the surface reaches the range of 0.8-1.2% carbon.
They try to achieve this value when carrying out cementation.
The depth of the hardened layer is set from the thickness of the workpiece
and its constructive purpose.
Do not allow through carburizing of the workpiece. The soft core must remain to absorb stress when bending or twisting. To predict the required thicknesses of cemented layers on finished parts, it is necessary take into account the machining allowance if the part will work in conjunction with other parts. The part gets its final hard surface after quenching, by the type of hardening of high-carbon steels. There are situations when a solid surface is not required on all surfaces. In this case, after cementation carry out slow cooling followed by machining of surfaces where a solid surface should not be. After removing the high carbon layer reheating for hardening is carried out, followed by a low tempering.
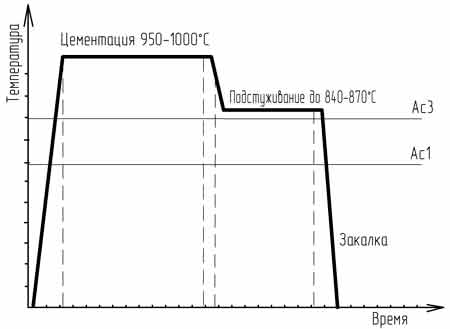
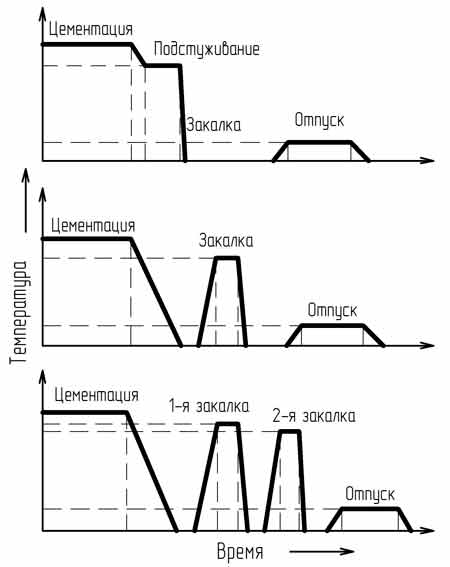
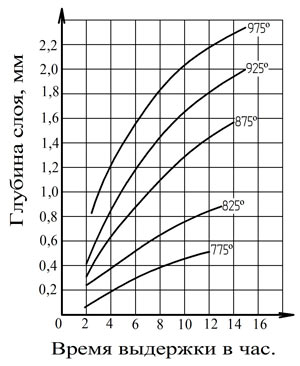
Re-quenching is carried out with heating to 850–900 ° C (above point A3), so that complete recrystallization of the steel occurs. In carbon steel, due to the small depth of hardenability, the core of the product after hardening consists of ferrite and pearlite. Normalizing can be applied to carbon steel instead of the first hardening. In hardening alloy steel the core of the product consists of low carbon martensite. This structure provides increased strength and sufficient core viscosity. The rate of diffusion of carbon into the depth of the metal depends on the temperature of the saturation stage. The higher the temperature, the carbon atoms advance faster into depth, with equal carbon potential.
| Solid cementation: this is when the adsorption of carbon on a part occurs from powdered carbon-containing components, mainly coal. Carbonization takes place in a closed hermetic container, such as a box. The repeatability of the results of this method is low, and there are other disadvantages. This method has, over time, been supplanted by more advanced gas carburizing technologies and is now rarely used.. |  |
| Liquid carburizing: this type of carbonization is produced by the adsorption of carbon from molten salts, containing carbon. This method is used to a limited extent due to the need to constantly keep the solution hot, the impossibility of using large crucibles with salt solutions, the difficulty of maintaining a given carbon potential and a number of other non-technological points during the process. |  |
| gas carburizing, this is when the adsorption of carbon occurs from gaseous, carbon-containing components. This method is widely used due to the availability of liquid or gaseous hydrocarbon compounds. The relative simplicity of the equipment required. Carbohydrate substances are easily dosed, diluted, analyzed. |  |
Note. This article deals with only gas carburizing issues..
Types of Carburizers for Gas Carburizing
For gas carburizing in industrial installations, liquid and gas carburizers can be used. The original is called a carburizer. a substance that contains carbon. There are several recommended grades of kerosene that can be classified as liquid carburizers. To gaseous Carburizing agents include methane and propane-butane hydrocarbon gases. Other hydrocarbon gases and liquids as carburizers rarely used.
Note: the use of liquid carburizers refers to the gas type of carburizing, since at the temperature of carburizing liquid hydrocarbons sublimate into gaseous components, and carbon adsorption occurs from the gas phase.
Carbon potential.
To carry out the cementation process, natural or artificially prepared substances are used. To carburizing the components, regardless of the original carburizing agent, which are part of the carburizing mixtures, include: carbon monoxide (CO), methane (CH4) and the rest of the saturated hydrocarbons СnH2n + 2. The most active carburizing gas is carbon monoxide gas (CO). Carbon monoxide dissociates by the reaction 2СО ↔СО2 + С, with the release of atomic carbon in the active state. In the presence of steel, the evolved carbon diffuses into the surface layers of the workpiece and further diffuses, depending on the concentration of free carbon into the depth of the metal or from the metal in atmosphere. Depending on where the carbon concentration is lower. The concentration of carbon at the interface between the media: gas-metal is in equilibrium, this is called the carbon potential. The most preferred conditions for carburizing is the condition when in the carburizing atmosphere, such a ratio of gases that the saturation capacity for carbon (carbon potential) in the gas phase was within 1-1.4% C. The percentage concentrations of furnace gases when a particular carburizer is supplied are interrelated and change at a constant temperature proportionally. Therefore, in practice, to determine the carbon potential, as a rule, one of the furnace gases is monitored.
Schedule. Determination of carbon potential by oxygen sensor.

It is not possible to maintain the desired carbon potential by feeding only one carburizer. Even an adjustable carburizing feed will remove the carbon potential is higher than the required level, because there is no oxygen in the original carburizer for the reaction of 2CO ↔CO2 + C formation. The process of feeding only a carburizer is called pyrolysis, which brings the carbon potential to the concentration level with the formation on the surface cast iron parts, with the formation of a cementite mesh on the parts. To regulate the carbon potential, an oxidizing agent must be supplied to the carburizer. The oxidizing agent can be water or oxygen in the air. The consumption of the carburizing agent and the oxidizing agent is selected in proportion to the volume of the working space and area of the cemented surface. In practice, the consumption of the carburizer is set by technological recommendations, taking into account the specific carburizing agent, and the volume of the oxidizing agent is supplied by the automatic control system to a given carbon potential.
To regulate the carbon potential depending on the desired type of carburizer, various systems are offered for carburizing kilns. (installation) supply and regulation of carbon potential. System for monitoring the concentration of one or two gas constituents of the saturating atmosphere the same type and does not depend on the type of carburizer and installation. The system can be completed with various element base, but the measurement principles at this does not change.
Installation of control and regulation of carbon potential using a liquid carburizer. Description of the PKPA-Zh»
The PKPA-Zh unit provides regulation of the carbon potential of the furnace atmosphere in carburizing furnaces by means of standardized feeds of liquid carburizing agent: (kerosene, triethanolamine, etc.) and oxidizing agent: (water + air), in accordance with the required concentration of CO2 or O2 gas in oven atmosphere.
The principle of operation of the installation. In separate sealed containers of the PKPA-Zh unit, a carburizer (kerosene) and oxidizing agent (water). Liquids are supplied to the furnace by special pumps through flow indicators. Liquid carburizing agent in the oven, the oxidizing agent decomposes into gaseous components. Initially, a carburizer is fed into the furnace. The concentration of the carbon potential begins to rise. After expiration 60 minutes, the analysis of the furnace atmosphere is switched on and when the concentration of the oxidizing carbon component in the furnace decreases to the specified concentration СО2 or О2, the supply of the oxidizing agent is automatically switched on: water and air until the set concentration for the СО2 or О2 gas is exceeded. When the preset concentration of oxidizing gas is exceeded, only air is turned off, and the concentration of CO2 or O2 begins to slowly decrease, the water supply will not be shut off. The hysteresis value is 0.01% for CO2 gas or 10mV for oxygen analyzer. After reaching threshold value, the air supply is switched on again. The smoothness of maintaining the required carbon potential is adjusted by the amount of costs liquids and gases one-time during adjustment. The logical controller of the system is protected by the modes of automatic operation, the necessary interlocks of emergency and unacceptable situations.
It is recommended to use kerosene of grades RT, TS-1 in accordance with GOST 102227-86 as a liquid carburizer. In nitrocarburizing triethanolamine. Distilled water and atmospheric air are used as oxidizing agents. The kerosene consumption, for an average stove, is approximately 80-120 drops / minute. Average consumption of oxidizing agent: water about 60-80 drops / minute. Air is applied as fine regulation of carbon potential and is adjustable within 20-30l / min. The flow rates of liquids and gases are monitored by flow indicators and visually through a dropper.
Installation of control and regulation of carbon potential using a gaseous carburizer. Description of the "PKPA-G»
The PKPA-G installation provides regulation of the carbon potential of the furnace atmosphere by normalized feeds of the gaseous carburizer: (natural gas or propane-butane) and oxidizer: air, in accordance with the required concentration of CO2 or O2 gas in the furnace atmosphere. Gas system a carburizer allows you to more accurately regulate the flow rates of the supplied gases, and the composition of the media obtained in the furnace is somewhat closer to optimal, (less soot formation, impurities) than with the use of a liquid carburizer. As a result, PKPA-G units are in somewhat higher demand than units with a liquid carburizer.

The principle of operation of the installation. Hydrocarbon gas is supplied to the unit. Oxygen enters the furnace from a compressor built into the unit. Gases are fed into the furnace in dosage, through the flow indicators. The unit has one pipeline for hydrocarbon gas and two for an oxidizer. The oxidizer line is divided into the main line and additional (adjusting).
When the process temperature of 760 ° C is reached, the carburizing agent is fed into the furnace. The carbon potential starts to rise. After 40 minutes, the oven analysis starts. atmosphere and will begin to control the furnace atmosphere. The concentration of the oxidizing component of carbon decreases and, having reached a given concentration of CO2 or O2, air is supplied to as an oxidizing agent. In the reactor, air immediately oxidizes hydrogen and carbon, thereby lowering the carbon potential until a given concentration of CO2 or O2 is reached. When increasing the achievement the specified concentration of the analyzed gas, the supply of the additional air supply line is automatically shut off and the concentration of CO2 or O2 begins to slowly decrease to lower setting. After reaching the threshold value, the additional air supply is switched on again. The smoothness of maintaining the carbon potential is adjustable by the value of gas consumption one-time, during adjustment. The logical controller of the system is protected by the modes of automatic operation, the necessary interlocks of emergency and unacceptable situations.
It is recommended to use natural gas as a carburizer in accordance with GOST 5542-87. Air is used as an oxidizing agent. Natural gas consumption will average 2-3 working volumes of the muffle, air consumption approx. 3-4 volumes of the muffle.
The system for monitoring and regulating the carbon potential of the endogenerator
The system provides regulation of the carbon potential of the furnace atmosphere by means of standardized feeds of endogas and natural gas into the furnace as an additional carburizer. The EN-10 system includes an endogenerator, a carburizer feed system. As a version, the system can include equipment for organizing a flame curtain and purging the furnace with nitrogen: version EN-10I1. This system provides the best carburizing and heating results for heat treatment in protective atmospheres, it is recommended for use in relatively large, walk-through or cage hardening and carburizing units. The system for regulating the carbon potential is completed based on the tasks and design of the furnace.
Note: the device and principle of operation of the endogenerator is not considered in this article.
The principle of operation of the EN-10 system. Hydrocarbon gas, endogas, for version I1, additionally nitrogen is supplied to the installation. Endogas from the endogenerator comes with carbon potential 0.4-0.5% C. Natural gas in this case is necessary to increase the carbon potential. The natural gas pipeline has two main and control branches. Upon reaching process temperature in the furnace endogas and natural gas are fed into the furnace. After 30 minutes, the analysis of the furnace atmosphere starts. Reactions go towards decreasing the concentration of CO2 or O2. When the concentration of the analyzed gas is below the set point, the natural gas regulating branch line is turned off and the concentration of CO2 or O2 gases begins to increase. Switch-on cycle, shutting down the regulating branch of the line maintains the carbon potential at the required level. The smoothness of maintaining the carbon potential is adjusted by the value of the gas flow rate one-time, during adjustment. Blocks of emergency and unacceptable situations are embedded in the logic of the system. It is recommended to use natural gas as a carburizer in accordance with GOST 5542-87. As an oxidizing agent, a gas with a lower carbonizing ability is used than is necessary for carburizing. Endogas consumption is on average 4-5 working volume of a furnace or muffle. The amount of natural gas before the increase in carbon potential to a level of ~ 1% C will be 12-15% of the volume of endogas.

Regardless of the types of installations the gas pressure is monitored before being fed into the furnace, fine regulation is performed. Delivery and regulation is carried out in automatic mode using solenoid valves. After analysis, gases go back to the furnace or are directed to the candle. A nitrogen supply system or a flame curtain furnace is an additional gas system, ensuring the safe operation of the oven.
Options for intensifying cementation processes.
Currently, the most widespread and practically proven means of intensifying cementation is to increase the temperature of the diffusion process. When increasing temperature, the rate of carbon ions in the crystal lattice of iron increases and the depth of cementation increases with the same duration of the process. It is known that with joint saturation of steel with nitrogen and carbon accelerates the process, therefore, adding ammonia to the cementing gas can accelerate the diffusion of carbon. To carry out the carburizing process, special electric furnaces are required, which make it possible to perform the required chemical-thermal treatment. These furnaces are equipped with heating equipment, creating and mixing the furnace atmosphere, as well as devices for monitoring the state of the gaseous environment. Equipping electric furnaces with such equipment allows making the carburizing process controllable. and makes it possible to obtain the required physical and mechanical properties of the cemented layer.
To carry out the nitriding process, special electric furnaces are required, which make it possible to perform the required chemical-thermal treatment. These furnaces are equipped with equipment for heating, creating and mixing the furnace atmosphere, as well as devices for monitoring the state of the gaseous environment. Equipping electric furnaces with such equipment makes it possible to make the nitriding process controllable and makes it possible to obtain the required physical and mechanical properties of the nitrided layer.