
Heating for forging
Forging technologies in mechanical engineering are widespread and technically effective methods of obtaining large-sized workpieces, for example forgings.
The structure of steel in forgings, relative to castings, has a finer-grained structure and a more homogeneous chemical composition, practically does not have shrinkage pores, shells and liquations, etc.
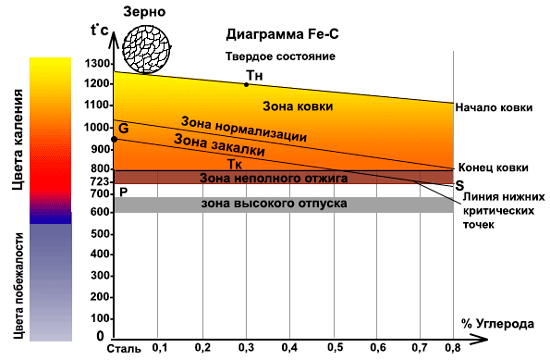
Forgings of the desired shape are obtained by plastic deformation of pieces of slabs, castings or rods available in conditions of specialized press-forging plants or large-scale thermal shops. Manipulations to reshape blanks for Forgings are produced only in a heated state. The recommended heating temperature for plastic deformation (for example, forging) depends on concentration of carbon and alloying elements in steel, and lies in the temperature range from 800 to 1280 ° C.
Forging manufacturing technology
In the manufacture of forgings, from the original piece of metal to the finished part with the desired properties, the product is subjected to several types of heating. Heat treatment of forgings is subdivided into preliminary: to reduce the hardness, level the structure, minimize internal stress reduction of flock formation and final, to obtain a relatively high hardness.
The product from the original blank to the finished part undergoes the following types of heat treatments.
Almost all defects in forgings are formed or eliminated by correct or incorrect heating methods and techniques.
This article deals only with the processes of preheating for forging and for relieving internal stresses after. Those. until the moment obtaining a workpiece when it can be sent for machining or for further hardening.
In order to minimize possible defects of forgings, the heating of workpieces for forging should be carried out at a strictly defined temperature in a furnace for specific shape, thickness, taking into account the chemical composition of the material, and the condition of uniform distribution of the temperature gradient over the section of the workpiece. For example, if the temperature outside the workpiece is significantly higher than the recommended one and the furnace power is sufficient to compensate for the temperature sag during landing cold workpieces. In this case, a significant temperature gradient arises over the cross section of the metal (outside is a hot surface, and inside is relatively cold) and in the structure of steel excessive thermal stresses occur, which will lead to the occurrence of micro and macro cracks.
| Heat treatment type | Purpose and properties obtained |
|---|---|
| Heating for forging, (plastic deformation) | To increase the plasticity and the ability to change the shape of the original workpiece; |
| Annealing or normalizing, (depending on the shape of the product) | For leveling the structure and relieving stress after plastic deformation |
| Upgrade: quenching with tempering | To obtain the desired (high) hardness |
| Adjustable cooling | Carried out to minimize defects and speed up the process, for example, after forging or tempering |
To prevent the occurrence of cracks, the optimal speed (permissible) heating rate is determined and in practice it does not exceed.
The actual heating rate of the billet will depend on combinations of temperature, furnace power, heat capacity of the charge, and layout..
Considering the large dimensions of the forgings and the high temperature conditions for plastic deformation, heating for forging is carried out mainly in gas-heated furnaces. To ensure uniform heating, the workpieces in the working space are placed on special steel elevations, relative to the hearth, (beds), and it is recommended to place the charge at a uniform distance from the burners.
The second, desirable, condition for efficient forging is considered to be an increased power for forging compared to serial heating units for heat treatment. The closer the heating rate is to permissible, the less time the heating process takes and, accordingly, less metal waste (scale) is formed, the decarburized layer and defects in the form of flakes are minimized. The grain size of the steel directly depends on the residence time of the workpiece at elevated temperatures.
In the context of medium-batch production, it becomes relevant to change the heating rate for forging to improve properties and increase economic profitability..
At elevated temperatures, when the steel already begins to exhibit high ductility and already significant thermal stresses, predominantly deform the workpiece instead of thermal cracking. It turns out that the permissible heating rate is relevant only up to temperatures of 560 ° C for carbon steels. At temperatures above 560 ° C, the heating rate is no longer regulated, but is limited by the installed capacity and thermal diffusivity of specific steel grades.
Considering this moment, the most technologically advanced solution for heating for forging is heating in continuous furnaces with different temperatures in zones or in saddle furnaces with temperature control.
Optimal heating schedule for large billets for forging
Where:
- t1 temperature in the furnace when landing the ingot; T1 holding time at ingot landing temperature;
- t2 temperature at the end of the 1st heating period; Т2 time of the first rise in temperature;
- t3 temperature at the end of the 2nd period; Т3 intermediate holding time;
- t4 temperature at the end of holding; Т4 time of the second rise in temperature;
Т5 holding time at forging temperature.
The heating time of billets for forging was determined by Yu.M. Chizhikov for heat treatment in methodical and semi-methodical furnaces by the formula:
Tnagr=К·D
- Where Tnagr: - residence time of the workpiece at the recommended temperature, in hours;
- D: - diameter or smaller side of the section of the heated body in cm;
- К: - coefficient; for carbon steels: K = 0.1 ÷ 0.15; for alloyed structural K & # 61; 0.15 - 0.2; for highly alloyed and instrumental К=0,3÷0,4.
Example: a workpiece with a diameter of 150mm or 15cm made of medium alloy steel must be heated to the forging temperature: Coefficient К accept: К=0,15, then the heating time will be: Tnagr=0,15·15=2,25hours
Accordingly, the time for heating a Ø 150mm bar for forging will be 2.25 hours. The time spent on heating is directly proportional to thermal diffusivity and inversely proportional to the square of the thickness of the workpiece.
After plastic deformation, the formed forgings are cooled. The cooling rate is not regulated and is usually done in air. The exception is alloyed steels, in which one of the defects of the forgings can be flock. Large forgings of flock-sensitive alloy steels, obtained from ingots should be cooled after forging according to special thermal regimes that ensure the redistribution or removal of hydrogen. For example, forgings with a cross-sectional area of 100-150mm2 from steels: 40Х, 50ХН, 38ХГН are slowly cooled in closed wells. For forgings with a cross section of 300 mm and more, the mode of special cooling is prescribed taking into account the chemical composition and dimensions of the forgings.

Annealing of forgings
After plastic deformation in the finally formed forging, the stresses over the section of the product are uneven. To eliminate defects and leveling the structure, as well as reducing the hardness, carry out: annealing. Annealing, depending on the shape and chem. composition of steel is carried out with heating above the points Ac3 or Ac1 iron-carbon diagrams followed by slow cooling (from 150 ° C / h for carbon steels to 15 ° C / h for alloy steels) or isothermal annealing with shutter speed below the point Ac1. For some types of products, normalization is allowed (heating by 30-50 ° C above the Ac3 point), followed by high tempering for alloy steels, no tempering for carbon steels.
(the territory of JSC "Ural plant RTI")