
Hardening of steels in water-polymer environments
Machine parts and mechanisms are mainly made of steel. Particularly critical or stressed parts are manufactured from carbon steels with mandatory hardening, relative to the initial state. Strength characteristics of materials are determined not only by the chemical composition, but also by the structure of the crystal lattice. Metals have different strength and hardness depending on the structure of the crystal lattice.
Heating and cooling metals can change the structure of the lattice, and therefore affect their hardness and strength. The product should be soft at the workpiece level to facilitate machining. The product becomes soft after annealing when it has a pearlite crystal structure.
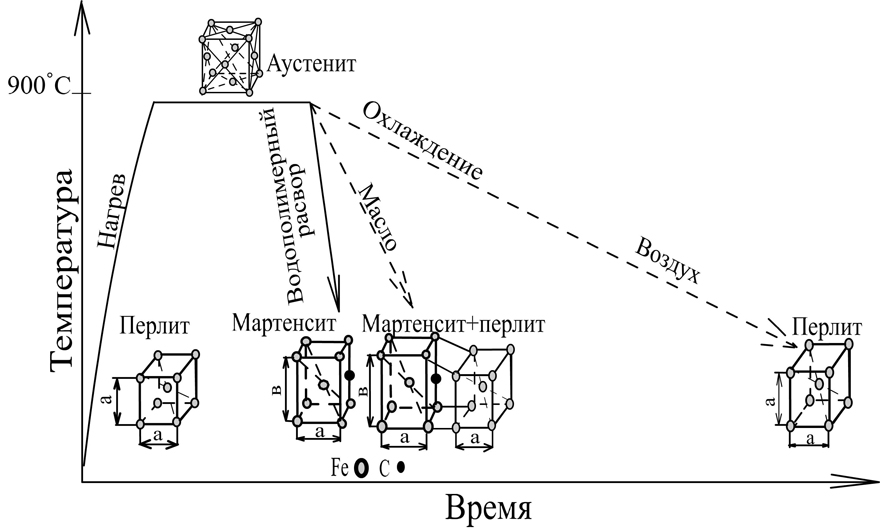
When steels are heated above the recrystallization temperature, (GSE points on the iron-carbon diagram) steel from α (alpha iron) goes into γ (gamma) iron, this structure of the crystal lattice is called austenite. If γ iron is quickly cooled then the bulk of the atoms will not have time to reorganize into the usual α lattice. This is how a solid product is obtained that has predominantly the structure of martensite - i.e. solid solution of carbon in γ iron. The martensite lattice is significantly deformed and instead of cubic, it goes over to the tetragonal form. A structure composed of martensite will have the highest possible hardness products.
In practice, finished parts have a structure of martensite and pearlite in varying proportions. The necessary ratio between structures, and therefore hardness and toughness, are obtained by means of a subsequent heating operation, called tempering. On vacation some of the atoms from the γ lattice are rearranged into the usual α lattice, while the internal stresses decrease and, accordingly hardness. Moreover, the higher the tempering temperature, the more atoms will be rearranged, and the product will be less solid and more viscous.
Cooling modes during quenching
The most studied issues in materials science are the relationship of the chemical composition with the structure of the metal at certain temperatures. The most poorly studied direction in hardening technology is the methods, conditions and modes of cooling. Meanwhile, it is cooling has large reserves of control over the structure and properties of metal in finished products.
The main question of hardening is at what speed to cool? It would seem that cool as quickly as possible - you get the maximum hardness, but at the same time increased internal stresses will lead to the formation of cracks on the parts. The so-called, and to all thermists well-known hardening cracks. Cooling slowly - you will not achieve the required hardness and the part will have to be annealed, and then re-heat treatment. Each steel grade has its own "critical" cooling rate, which provides maximum hardness and will not lead to cracking. For example, steel 45X, depending on the type of cooler, can be hardened to HRC 45 or HRC 60. In order to "squeeze" the maximum hardness out of steel, it is necessary to cool it as close as possible to the critical speed, for a specific steel grade and type of workpiece. From this we can make a simple conclusion that the cooling rate should be adjustable. Wide There are only two cooling rates used: the rate of cooling in water and in oil. Even considering that the cooling rate is possible, in a small range, regulate the temperature and circulation of the quenching liquid, it is still the critical quenching rate you may not get.
Water and oil fluids can only provide a "critical" quench rate in some applications. In addition, if it is relatively easy to work with water, then oil quenching has specific features and disadvantages:
- - insufficient cooling rate, for some steel grades;
- - the ability to ignite, emit harmful vapors, smoke, coke on the walls of air ducts, etc.,
- - good wetting of surfaces and, as a result, a large carryover of oil with workpieces, evaporation;
- - change in chemical composition under the influence of high temperatures;
- - the need to wash the workpieces in detergent solutions with further regeneration of oil films.
The disadvantages of traditional hardening options contributed to the search for more optimal quenching media and hardening techniques, at least for some variants of workpieces and grades. As a result, several options for hardening technologies and environments have appeared that are better suited for some types of products. The most widespread are liquid polymer concentrates in combination with water. For the first time in In the Soviet Union, this technology appeared in 1980.
Characteristics of water-polymer compounds
Water-polymer compositions are a mixture of water and polymers in certain proportions. Polymers are chemical compounds formed by long chains of macroparticles obtained by combining microparticles - monomers. This reaction is called polymerization. Mixing water and polymers results in a stable coolant with adjustable heat capacity, and hence cooling capacity.
The basis of the composition of the coolant is water, even if it has changed properties. Therefore, there are restrictions on use of water-polymer liquids. These media are not recommended for hardening highly alloyed tool and die steel grades, as well as parts of complex shape or with variable cross-section.
Polyacrylic iron salt of PK-M grade is used as the initial polymer concentrate. This polymer turned out to be cheap and had advantages over other, similar in composition, polymers. Cooling media using polymers were originally designed for oil change in order to eliminate flammability. Soon, materials were developed that surpassed oil in efficiency for some products. Other advantages of water-polymer quenching media have been discovered..
Average cooling results in different environments
| Characteristic | Oil I-20 | PC-M environment |
|---|---|---|
| Hardness | (HB ≤ 363) | 302 – 311 |
| Twisting factor | (add. 66-89) | 76 – 82 |
| Tensile strength (add. load 34-41 тс) | 34,6 – 36,0 | 35,4 – 37,4 |
| Tensile strength of the oblique washer (add. 34-42 тс) | 34,6 – 36,4 | 36,2 – 37,0 |
| Elongation (not less than 8.0) | 14 – 17 | 9,6 – 12,0 |
| Relative narrowing (not less than 40,0) | 53 – 59 | 50 – 53 |
| Impact strength (not less than 0.5 MPa) | 6,6 – 7,3 | 5,5 – 6,7 |
Features of the use of water-polymer quenching liquid.
- The concentration of harmful components is 1.5-2 times lower than the MPC.
- The solution with the use of 6em polymer concentrate PK-M is many times superior to mineral oils and other liquids in terms of duration applications and quenching characteristics.
- The average consumption of the concentrate itself per ton of cooled billets is 5-8 times less, oil losses, and ten times less than consumption of solutions based on carboxymethyl cellulose, polyacrylamide, latex and other organic polymers.
Application of water-polymer media
- The use of PK-M polymer as a concentrate completely excludes the operation of washing after quenching.
- Replacement and cleaning from polymer decomposition products are not provided.
- The cooling capacity of the liquid is adjusted by adjusting the solution by adding concentrate or water.
Fasteners, shafts, discs, rings, rolled products, forgings, casting, etc. are successfully processed in a water-polymer liquid. Those. blanks should be free of large cross-sectional differences and made of simple carbon or low-alloy steels. High alloy steels can process selectively, depending on the shape of the workpiece. It is not recommended to harden crack-sensitive steels, of which make dies, molds, some tool.
Water-polymer hardening becomes technologically, economically and environmentally beneficial for some steel grades and forms of blanks. By changing the polymer-water ratios, it is possible to obtain practically any intensity in the «water-oil».
For quenching, specialized quenching baths with systems for analyzing the cooling capacity of the solution are produced. Baths for water-polymer solutions can be of various standard sizes. Each bath model is equipped with an impeller with guides flow, heating, cooling, temperature display, etc.
A system for analyzing the cooling capacity of the solution is available as an option. Mixing ratio: water 80%, liquid concentrate of polymers brand "PK-M" -20%. Average consumption of liquid concentrate grade PK-M corresponds to ~ 4 - 10kg per ton processed metal. When using the bath, there is no need to completely replace the solution. Required concentration of formulations support by making adjustments, adding water, much less often - polymer).
In the photo, the process of starting the preparation of a quenching polymer solution.

Cooling capacity analysis solution is carried out according to the schedule for reducing the temperature of the standard with a built-in inside with a thermocouple. The standard is heated in a small oven and transferred to a container with the liquid to be analyzed. Temperature recorder the reference captures the cooling schedule. The graph is displayed on a PC monitor where a comparative analysis is performed and a decision is made on need to adjust.
The quenching bath can be supplied with polymer concentrate, standard heating furnace, temperature recorder, PC installation software, thermocouple reference and detailed preparation, control and operating instructions hardening solution and bath.
(the territory of JSC "Ural plant RTI")